随着工业4.0时代的到来,数字化智能工厂已成为制造业转型升级的关键路径。本方案基于120份实践案例,系统化整合MES(制造执行系统)、智能制造、智能车间、数字化供应链、智慧仓储及灯塔工厂等核心模块,为企业提供全方位的数字化转型建设服务。
一、智能制造执行系统(MES)的深度应用
MES作为工厂数字化的核心,通过实时数据采集与分析,优化生产调度、质量管理与设备维护。系统集成ERP与PLC层,实现生产过程的透明化管理,显著提升OEE(整体设备效率)与产品合格率。
二、智能车间与物联网技术融合
通过部署传感器、AGV(自动导引车)及工业机器人,构建自适应生产环境。数字孪生技术模拟物理车间,实现虚拟调试与预测性维护,减少停机时间30%以上。
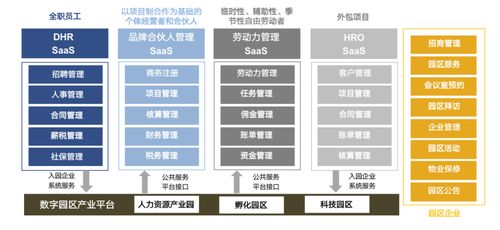
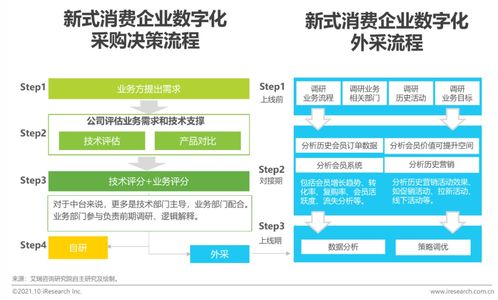
三、数字化供应链协同生态
整合供应商管理、智能排产与物流追溯系统,利用AI算法动态调整采购计划。区块链技术确保供应链数据不可篡改,实现从原材料到成品的全链路可视化。
四、智慧仓储的无人化升级
应用AS/RS(自动化立体仓库)与RFID技术,实现库存精准盘点与智能分拣。通过WMS(仓库管理系统)与TMS(运输管理系统)联动,仓储效率提升50%,人力成本降低40%。
五、灯塔工厂的标杆实践
借鉴全球灯塔工厂经验,构建模块化生产线与柔性制造体系。通过5G边缘计算处理实时数据,支持小批量定制化生产,订单交付周期缩短至传统模式的1/3。
六、数字内容制作服务支撑
为企业提供3D工艺仿真视频、AR操作指南及交互式培训课件,加速员工技能转型。结合VR远程运维系统,实现专家资源跨地域共享。
本方案通过六维联动,帮助企业构建“感知-分析-决策-执行”的智能闭环。典型客户实施后实现人均产值提升2.1倍,能耗降低18%,产品研发周期压缩45%。数字化转型不仅是技术革新,更是组织架构与商业模式的系统性重构,需结合企业现状分阶段实施,最终实现智能制造的价值跃迁。